中圣环保科技有限公司2013/7/22
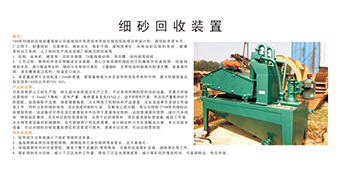
主要工艺特点
碱渣离心机的预处理:碱渣中均含油中性油,混合碱渣可采用姿容沉降的办法脱除中性油,但对常一、二、三线碱渣必须进一步脱油,否则会影响产品质量。碱渣在汽提塔中用水蒸气加压连续汽提,塔顶压力保持0.3MPa,塔底温度140~145°C,脱油率可达50%,这样常一、二、三线渣均可全部回收环烷酸(常三线油的干点小于等于350°C)
碳化过程:对于混合碱渣回收碳酸钠,当液层高与塔径之比等于2;空塔线速0.03m/s;碳化温度60°C;pH值9.8;反应时间约80min;二氧化碳利用率可达80%。对于常一、二、三线碱渣回收环烷酸,当液层与塔径之比等于2;空塔线速0.02m.s;pH值8~9;碳化温度40~60°C;反应时间约90min;二氧化碳利用率可达30%~45%。由于环烷酸纳是一种乳化剂,为避免碳化时产生大量泡沫,采取加压碳化,塔顶压力0.1~0.15MPa,这样提高了二氧化碳的分压,增加了二氧化碳的溶解度,有利于反应,同时降低了离心机气速,抑制了泡沫的形成,使二氧化碳法回收环烷酸生产过程严重发泡现象得到克服。
乳化液酸化及环烷酸水洗:碳化后的乳化液和碳酸氢钠溶液在50~60°C时呈均匀相,当温度小于40°C,静置后环烷酸乳化液与碳酸氢钠溶液方能分层。分层后的乳化液与硫酸在55~70°C时进行后酸化,用非净化空气进行搅拌,控制pH值2~3.然后用2~3倍环烷酸的水量进行水洗,水洗水温度为70~80°C。
混合碱渣脱臭:由于碱渣离心机中含有硫醇的钠盐,致使分出的燃料油、粗酚极臭,干燥塔的尾气臭味也很大,对厂区及生活区环境造成极大污染。由于油品精制过程的汽油碱渣及液化石油气碱渣均含有硫磺酚氰钴或聚酚氰钴催化剂,故混合碱渣在50~70°C并在非净化空气的作用下,流程阴粒子被氧化成无臭的二硫化物并溶于油相中,从而减轻了碱渣的臭味。
Copyright © 2011-2025 lszshb.com 中圣环保科技有限公司 版权所有浙ICP备15011360号-1






 在线咨询
在线咨询 在线咨询
在线咨询 15606781818
15606781818